歡迎進(jìn)入截齒焊接生產(chǎn)線設(shè)備-感應(yīng)加熱設(shè)備-合金顆粒堆焊機(jī)-截齒釬焊機(jī)-高頻焊接機(jī)-全自動高頻焊接設(shè)備-銅焊片-助焊劑-冷卻塔-比亞特自動化設(shè)備有限公司官方網(wǎng)站!

15515617869
15515617869
備|全自動截齒焊接生產(chǎn)線|截齒焊接生產(chǎn)廠家")
比亞特自動化設(shè)備有限公司
聯(lián)系人:吳總
電話:18103828979
手機(jī):15515617869
地址:鄭州市滎陽市建設(shè)路與工業(yè)路交叉口中車高科園7-5-208號
網(wǎng)址 :m.zuyupen360.com
比亞特自動化為大家提供的截齒焊接生產(chǎn)線可以改善截齒等工件的使用壽命,改善其強(qiáng)度和硬度,使之使用時間更久。那么其使用該流水線設(shè)備的使用流程是什么呢?大家都可以了解下(下面說明僅供參考,設(shè)備不斷更新,焊接工件種類的不同也會造成使用方法的改變,具體要結(jié)合實(shí)際工件的加工情況來進(jìn)行生產(chǎn))!
1.前期需要準(zhǔn)備的事項(xiàng):根據(jù)實(shí)際的焊接情況,準(zhǔn)備足量的鍛件,銅焊片,合金頭,槍管和卡簧。開機(jī)時檢查冷卻塔,水泵,輸送帶等設(shè)備是否可以正常的運(yùn)行,檢查淬火液(251C淬火液)濃度是否適中,還有就是檢查水箱冷卻水是否充足,需要提前對回火爐執(zhí)行升溫,根據(jù)溫度的設(shè)定從而達(dá)到硬度要求,從而做好生產(chǎn)的準(zhǔn)備。
線的流程是什么")
2.進(jìn)行打印標(biāo)簽:在工件的底部打印生產(chǎn)日期并進(jìn)行生產(chǎn)記錄,打印前,需要調(diào)整計(jì)算機(jī)和標(biāo)記筆的氣壓值。
3.進(jìn)行工件的清洗:檢查工件是否存有灰塵,油漬或者其他污染物,孔中是否有碰傷。如果有任何的問題,請做好及時的清潔。
4.進(jìn)行填充焊料:焊片以給定數(shù)量的標(biāo)簽放置在工件中,并且焊片的數(shù)量根據(jù)實(shí)際的鍛造規(guī)范進(jìn)行存儲。
5.使用助焊劑:準(zhǔn)備合適的助焊劑(例如:609LB助焊劑),并將助焊劑均勻地涂在工件的頂部和合金頭上邊。
線的流程是什么")
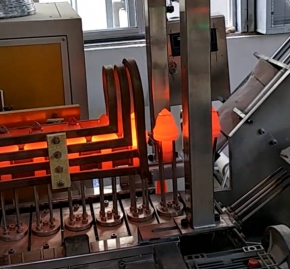
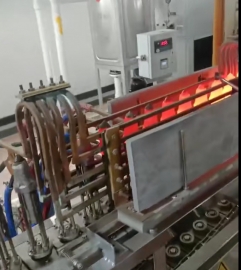
6.進(jìn)行鍛件的加熱:按下IGBT的“主電源打開”按鈕啟動主電源,將控制開關(guān)轉(zhuǎn)到“遠(yuǎn)程”位置,打開遠(yuǎn)程操作箱中的“逆變器”開關(guān),然后再慢慢調(diào)整“電源調(diào)整”切換到規(guī)定電源開始產(chǎn)生。當(dāng)拾取器拾取到感應(yīng)線圈的出口時,將檢測溫度是否在920-950℃之間,如果有錯誤,則會及時調(diào)整功率。
7.進(jìn)行擠壓焊頭:釬焊片熔化后,煤去掉齒并擠壓合金頭,使熔化的焊接液均勻地包圍合金頭,從而使產(chǎn)品滿足其適當(dāng)?shù)募夹g(shù)要求。
8.選料的淬火:把焊接好的鍛件進(jìn)入到適當(dāng)濃度的淬火池中,需要嚴(yán)格把握淬火液的溫度(需要低于45℃)。
9.工件進(jìn)行回火:根據(jù)設(shè)定的溫度對截齒進(jìn)行回火,從而及時更換固定工件的機(jī)架,再將回火的截齒冷卻至室溫。
10.進(jìn)行工件拋丸:對已經(jīng)回火的工件進(jìn)行拋丸清理,及時檢查產(chǎn)品是否合格,盡快挑選出不合格的產(chǎn)品,并在下一個生產(chǎn)過程中進(jìn)行維修處理。
11.安裝卡簧:合格的截齒需要按要求配備彈性擋圈,在此期間給加油器加熱并檢查防銹油是否足夠充足。
12.工件上油:當(dāng)注油機(jī)溫度升至適當(dāng)?shù)臏囟葧r,將截齒均勻地放在履帶上從而涂抹機(jī)油,以便將防銹油均勻地涂抹在截齒上邊。
13.截齒的包裝:對于檢查合格的截齒要按一定的數(shù)量進(jìn)行裝桶,封蓋,再粘貼上證書和商標(biāo),并在進(jìn)入倉庫后進(jìn)行生產(chǎn)記錄。一定要認(rèn)真執(zhí)行以上操作,嚴(yán)格按照工藝標(biāo)準(zhǔn)生產(chǎn),做好工藝質(zhì)量控制,檢查自檢,及時保存質(zhì)量記錄,準(zhǔn)確,完整,從而確保產(chǎn)品質(zhì)量。
本公司也可以為大家代為加工焊接截齒,也可以購買本公司的設(shè)備自行生產(chǎn)。如有需要的朋友都可以來比亞特自動化看看了解更多關(guān)于截齒的生產(chǎn)情況。

地址:鄭州市滎陽市中車高科園7-5-208號
手機(jī):15515617869
電話:18103828979
QQ:825558936
微信:18103828979

備有限公司")