15515617869
15515617869

比亞特自動化設備有限公司
聯系人:吳總
電話:18103828979
手機:15515617869
地址:鄭州市滎陽市建設路與工業路交叉口中車高科園7-5-208號
網址 :m.zuyupen360.com
錫條產生錫渣的原因是什么?小編和您一起了解下:
一、錫金屬特征:
截齒高頻焊接設備廠家認為不管是無焊錫條還是有鉛錫條都是由錫合金構成的,錫在與空氣不停的接觸過程中就會發生化學反應產生錫渣氧化物。在焊接作業中錫條通過高溫從固態變成液態,這將大大加劇了錫的氧化速度,錫渣會越來越多。
二、爐溫控制:
不管是無鉛焊錫條還是有鉛錫條都有固定的熔點和作業溫度,如果焊接爐溫控制不適當也會加速氧化的過程,會溢出更多的錫渣。當爐溫偏高或偏低時會不停地浮現出黑色的錫灰氧化物在錫爐的液面上。
三、抗氧化元素:
在生產無鉛錫條或有鉛錫條時,一定會加入抗氧化元素金屬,其目的是在高爐溫下抑
制空氣氧化速度,減少錫渣。如果加入的抗氧化元素不夠量,那錫渣也會溢出多一些。
四、錫的含量:
錫條里面的錫金屬是主要成分,如果錫的含量和純度不夠,那就意味著雜質和其它元素將會增加,這也增加了錫渣的溢出機會。

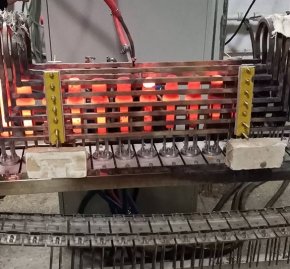
焊錫條焊接工作中注意的問題,全自動截齒焊接生產線廠家比亞特來介紹下:
1、助焊劑與底板面接觸不良;底板與焊錫條液面的角度不當。
2、助焊劑比重太高或者太低。
3、傳送帶速度太慢或太快,標準速度為1.2-1.8M/MIN,太快時,焊點呈細尖狀且有光澤;太慢時焊點稍圓且呈短粗狀。
4、錫爐內抗氧化油太多或者變質。
5、預熱溫度太高或者太低;進行焊錫前,標準溫度為75-100度。(按實際情況調節)
6、預熱溫度太高或者太低;標準溫度為245-265度,太低時焊點呈細尖狀且有光澤;太高時焊點呈稍圓且短粗狀。
7、波峰焊錫爐的波峰不穩定。
8、錫爐內液態焊錫條有雜質。
9、組件插腳方向以及排列不良。
10、原底板,引線處理不當。

地址:鄭州市滎陽市中車高科園7-5-208號
手機:15515617869
電話:18103828979
QQ:825558936
微信:18103828979